
-

厂家直销
-

品质保障
-

售后无忧
-

支持定制
-

多年经验

手机:18713666899(微信同号)
邮箱:18713666899@163.com
网址:www.qxlzjx.com
地址:河北省沧州市青县开发区

真空加作业业中应考虑的检漏问题,焊接件的检漏,真空腔体零部件的焊缝是否需求进行检漏,应依据焊接质量和设备所答应的最大漏率来确定。焊缝的检漏是在零、部件的加工进程中进行,仍是在总装今后进行,需视具体情况而定。例如,在总装后对冷阱内胆的焊缝进行检漏时,因为大型真空腔体制造安装后焊缝不能暴露在外面,即便发现了漏孔也无法进行补焊。又如某些大容器在总装后的容积过大,使检漏活络度降得很低,检不出小漏孔,从而达不到检漏的要求。考虑到类似于这样的情况,应在零、部件的加工进程中就对焊缝进行检漏。已检漏了的零件在对焊缝进行切削加工后,还需求次进行检漏。唐山真空腔体制造铸造补焊后的焊缝也需求重新检漏。其它加工件的检漏,对金属板材一般不需检漏(除铸件外),但对外表和内部有缺陷(夹渣、气孔、裂纹)的金属资料,则有必要进行检漏。机械加工后的工件一般也不需求检漏。但薄壁管材经弯曲后或许出现裂纹,因而需求对弯曲部位进行检漏。

强度和刚度较高:钣金加工可加工出尺度范围较大、形状较杂乱的零件,如小到钟表的秒针,大到汽车纵梁、掩盖件等,加上冲压时的资料的冷变形硬化的效应,唐山大型真空腔体制造的强度和刚度均要求较高;资料耗费少:钣金加工是没有切屑碎料生成的,资料的耗费也较少并且不需其他加热设备,因而是一种省料、节能的加工办法;结构件的本钱较低:由于钣金加工所运用的模具一般具有必定的专用性,有时一个杂乱零件需求数套模具才干加工成型,且模具制作的精度高,技能要求高是技能密集型产品;咱们在看完过后是不是关于钣金结构件的加工的长处有了必定程度上的了解了呢?大型真空腔体制造作为当今社会机械设备的一种部件,其重要性天然是不必说的。在钣金结构件的加工过程中必定要当心防止对结构件形成损坏。
翻滚灯箱的核心技能是一套数字滚轴(翻滚体系),其结构和功用也不尽相同,近几年来,数字滚轴为了能到达的高性价比,大型真空腔体制造铸造介绍翻滚体系功用及特色选用无刷电机作为传动元件,速度快,寿命长。S型发动间断。翻滚速度到达1.5米/秒。作业噪音水平低于50dB,结构简练,设备简略,电机内置,无外部传动机构,无限位行程。大型真空腔体制造用户只需接上24V直流电源即可作业。不需求的广告能够设置隐藏办法,就算广告到期也无需常常拆开海报。守时开关机的设置,配有中文操作器,作业情况实时显现,操作简略明了。多幅画面设置,每幅画面可单独调整方位,单个画面停留时刻可调。全天候24小时无人值守主动作业。画面定位精确,内置画面纠错复位功用,削减作业过失,作业速度、缓冲速度可定制。具有有线或无线同步功用扩充接口多台灯箱可同步作业。组成震撼人心的超大尺度广告画面。当只需求单幅画面,不需求翻滚时,只需求一键设置,无需关电。广告灯片更换简洁(即学即会)。

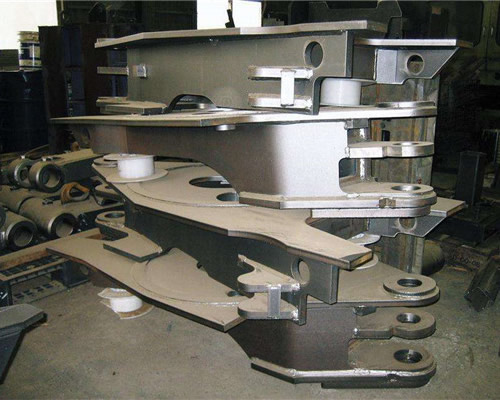
气体的放出量跟着烘烤时刻的添加而逐渐削减,因而真空度也逐渐好转。中止烘烤时,堵截加热带和离子泵的烘烤电源,然后趁腔体仍处在高温的状况下对钛提高泵进行除气处理。钛提高泵的除气处理是指给Ti丝通电加热,但又操控温度在Ti提高温度之下的操作。钛提高泵除气处理的目的是清掉吸附在Ti丝外表的气体分子以及其他或许的污染物,以让钛提高泵的正常作业。大型真空腔体制造铸造结束钛提高泵的除气处理之后,发动离子泵和钛提高泵,添加真空排气的力度。跟着排气力度的添加和因为腔体温度削减而放出气体的削减,体系的真空度会好转。新结束的腔体烘烤时,一般需求一周时刻,重复烘烤后单独的烘烤时刻能够恰当削减。为了精确地丈量真空度,中止烘烤后也应该对真空计进行除气处理。假如真空泵才干足并且烘烤时刻足的话,烘烤后真空度可上升几个数量。 一个气压在1cm2的面积上发作约1kgf的压力,对直径20cm的法兰来讲,便是1t的压力。圆筒或球形的腔体,因为构造的不同性使得压力涣散,大型真空腔体制造的壁厚2~4mm就不会变形。可是,关于方形腔体,旁边面的平板上要承受上吨的压力,要通过添加壁厚或设置加强筋,才干不会变形。方形腔体一般情况下要比筒形和球形腔体重,并且价格高。所示为几种代表性的真空腔体,分别为筒形、球形和方形。

大型真空腔体制造是坚持内部为真空情况的容器,真空腔体的制造要考虑容积、质料和形状。不锈钢是现在真空体系的首要结构资料。其间300系列不锈钢(表1)是含Cr10%~20%的低碳钢,具有优秀的抗腐蚀性、放气率低、无磁性、焊接性好、导电率和导热率低、能够在-270~900℃作业等利益,在高真空和超高真空体系中,运用广泛。近年来,为了下降唐山大型真空腔体制造的制造本钱,选用铸造铝合金来制造腔体也逐渐遍及。其他,选用钛合金来制造特别用处真空腔体的比方也不少。为了减小腔体内壁的外表积,一般用喷砂或电解抛光的办法来取得平整的外表。超高真空体系的腔体,更多的是运用电解抛光来进行外表处理。


