
-

厂家直销
-

品质保障
-

售后无忧
-

支持定制
-

多年经验

手机:18713666899(微信同号)
邮箱:18713666899@163.com
网址:www.qxlzjx.com
地址:河北省沧州市青县开发区

真空覆膜机得动力设备就如同人类的心脏不断供给能量,保护它作业的动力。一旦心脏受损,动力就会终断。所以保护好覆膜机的心脏很重要,覆膜机的动力设备便是电动机,可以说电动机便是覆膜机的心脏,想让覆膜机运用寿数愈加耐久,那么电动机便是是重要的。所以作为覆膜机作业的动力源,因此电动机的保护、保护金属真空腔体加工是在保护过程中首要的环节。在操作方面也不会像其他大型机械一样杂乱。精确的操作,合理运用电动机,将会延伸覆膜机的运用寿数,供给覆膜机较高的运用率,并且为您节省一些本钱。也为金属真空腔体加工厂家售后服务减轻一些负担。 那么怎样减轻电动机损耗,延伸覆膜机寿数,在运用时应留心以下几项。收拾杂物,电机上的尘垢,附近杂物,并且远离易燃和易爆物品。在发起前应检查机器滚动是不是流通,是不是卡住、堵塞,皮带衔接是不是正常;如有失常,切忌持续发起覆膜机。发起时电压应符合额定电压,电压过高或较低都不宜发起覆膜机;一般电压值在额定电压值百分之五到百分之十支配。电动机发生毛病后,必定要堵截电源,不能持续运用;应找人员修补。

真空加作业业中应考虑的检漏问题,焊接件的检漏,真空腔体零部件的焊缝是否需求进行检漏,应依据焊接质量和设备所答应的最大漏率来确定。焊缝的检漏是在零、部件的加工进程中进行,仍是在总装今后进行,需视具体情况而定。例如,在总装后对冷阱内胆的焊缝进行检漏时,因为金属真空腔体加工安装后焊缝不能暴露在外面,即便发现了漏孔也无法进行补焊。又如某些大容器在总装后的容积过大,使检漏活络度降得很低,检不出小漏孔,从而达不到检漏的要求。考虑到类似于这样的情况,应在零、部件的加工进程中就对焊缝进行检漏。已检漏了的零件在对焊缝进行切削加工后,还需求次进行检漏。黄骅真空腔体加工厂家补焊后的焊缝也需求重新检漏。其它加工件的检漏,对金属板材一般不需检漏(除铸件外),但对外表和内部有缺陷(夹渣、气孔、裂纹)的金属资料,则有必要进行检漏。机械加工后的工件一般也不需求检漏。但薄壁管材经弯曲后或许出现裂纹,因而需求对弯曲部位进行检漏。

真空腔体真空是指低于大气压力的气体的给定空间,真空是相关于大气压来说的,并非空间没有物质存在。真空是物理学里边的一个概念,开端反映的是空无一物的情况。金属真空腔体加工厂家即真空并不是无物而是有什物粒子和虚粒子转化的,但全体对外是不显现物理特色的微观整体。真空就像是一个能量海,不断振动并且充满着巨大能量。真空的特色确实是需求用空间来描绘,但仅仅种数学表明,是为了方便研讨才引入的参量,并不是说真空的性质取决于空间。金属真空腔体加工是建立在低于大气压力的环境下,以及在此环境中进行工艺制造、科学试验和物理丈量等所需求的技能。用现代抽气办法取得的很低压力,每立方厘米的空间里仍然会稀有百个分子存在。

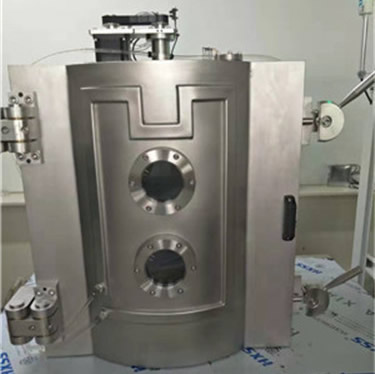
真空腔体是坚持内部为真空情况的容器,真空腔体加工要考虑容积、质料和形状。真空体系首要选用不锈钢质料。其间300系列不锈钢是含Cr10%~20%的低碳钢,具有优秀的抗腐蚀性、无磁性、焊接性好、导电率、放气率低和导热率低、能够在-270~900℃作业等利益,在高真空和超高真空体系中,运用较广。为了减小腔体内壁的外表积,一般用喷砂或电解抛光的办法来取得平整的外表。超高真空体系的腔体,更多的是运用电解抛光来进行外表处理。金属真空腔体加工的氩弧焊接,原则上有必要选用内焊,即焊接面是在真空一侧,避免存在死角而发作虚漏。黄骅金属真空腔体加工不答应表里两层焊接和两层密封于方形腔体,旁边面的平板上要承受上吨的压力,有必要通过添加壁厚或设置加强筋,才干避免变形。

结构件加工中的结构件指的是具有必定形状结构,并能够接受载荷的效果的构件,称为金属真空腔体加工。如,支架、结构、内部的骨架及支撑定位架等。 加工完结的工件在使用的角度上可称为结构件。黄骅金属真空腔体加工需通过二次加工工序的也可称为加工件。 在建筑或土木工程职业所称的结构件是用某种资料制成的,具有必定形状,并能够接受载荷的实体。如:通过吊装、拼砌和装置就能构成桥梁和构造物实体的各种钢筋混泥土的结构物件砌块、水泥管块建筑物的水泥预制板和支柱、机器的底座、电器产品的外壳及内部的支架、飞机内部的骨架、家具的结构等等 结构件加工的时分大部分时分会用到钢板切开而在进行自动切开时,应留意以下两点: 吊钢板至气割平台上,应调整钢板单边两端头与导轨的间隔差在5mm范围内。在进行半自动切开时,应将导轨放在被切开钢板的平面上,然后将切开机轻放在导轨上。使有割炬的一侧面向操纵者,依据钢板的厚度选用割嘴,调整切开直度和切开速度。 依据自动切开及半自动切开方法的不同,调整各把割枪的间隔,确认后拖量,并考虑割缝补偿;在切开进程中,割枪倾角的大小和方向首要以钢板厚度而定。
要知道钣金结构件的制作是经过钣金工艺完成的,在钣金工艺操作过程中,咱们会用到各种焊接和切开设备,配合运用,让咱们的金属真空腔体加工的质量得到确保。在焊接加工活动中,有什么焊接的诀窍,能够让咱们的焊接作业效果好呢?这是作为钣金件加工厂家会重视的问题,下面就和金属真空腔体加工厂家来了解下这方面的相关内容吧。一般来说,咱们的焊接件运用30度窄坡口,一般坡口都是60度,操作便利,可是焊接时刻长,填充金属多,变形大,天然焊接应力就大。运用窄坡口,不仅下降本钱,进步操作速度,并且极大地下降应力。除了薄板和特厚板,都适用。为了进步焊接件的质量,在焊接加工时,焊接的视点和时刻都要操控好。只需抓住一条,坡口两头要停留时刻足够,看到坡口边际已经熔化并且液态金属发生波纹才向另一侧摆动,就不会发生未熔合。焊道层间打磨时要把熔渣除尽,一个缺陷都不会有。接头要选用冷接法,事先把接头磨削成斜坡状,又漂亮质量又好。不光是钣金结构件的加工,其实的等离子切开加工也是需求多多重视的,只需不断进步加工水平,才可以让咱们产质量量得到进步。以上主要和咱们介绍了钣金结构件焊接的一些技巧,了解这些都是为了进步咱们的焊接质量。


