
-

厂家直销
-

品质保障
-

售后无忧
-

支持定制
-

多年经验

手机:18713666899(微信同号)
邮箱:18713666899@163.com
网址:www.qxlzjx.com
地址:河北省沧州市青县开发区
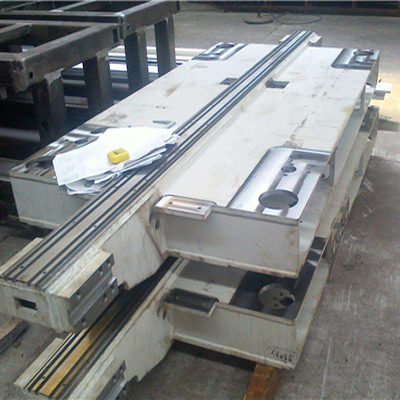
强度和刚度较高:钣金加工可加工出尺度范围较大、形状较杂乱的零件,如小到钟表的秒针,大到汽车纵梁、掩盖件等,加上冲压时的资料的冷变形硬化的效应,海兴大型滚轴件加工的强度和刚度均要求较高;资料耗费少:钣金加工是没有切屑碎料生成的,资料的耗费也较少并且不需其他加热设备,因而是一种省料、节能的加工办法;结构件的本钱较低:由于钣金加工所运用的模具一般具有必定的专用性,有时一个杂乱零件需求数套模具才干加工成型,且模具制作的精度高,技能要求高是技能密集型产品;咱们在看完过后是不是关于钣金结构件的加工的长处有了必定程度上的了解了呢?大型滚轴件加工作为当今社会机械设备的一种部件,其重要性天然是不必说的。在钣金结构件的加工过程中必定要当心防止对结构件形成损坏。

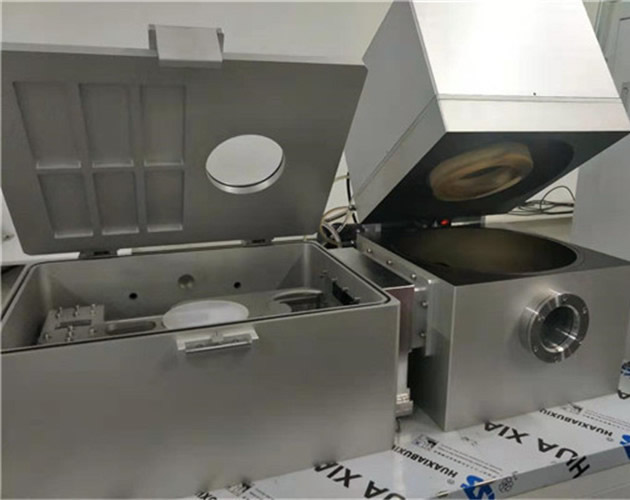
在市场竞争力增大的今日,怎样节省时间本钱,物料本钱已经成为许多公司出产所注重的话题。出色的操作办法和设备保护无疑是进步作业效率的有用办法。 真空覆膜机具有吸覆性健壮,平坦润滑,温度、真空度压力作业、均自动操控,操作简略,是免漆门,橱柜门厂家的抱负加工设备,海兴大型滚轴件加工是可以将各种膜贴覆于家私,厨具,音箱,技术门,装修墙裙板等各种板式家私上,并且还可以在装硅胶板后用于热转印膜和单面木皮的贴覆作业。平常在选购真空覆膜机时,除了完结高作业出产功率之外,保证设备的高质量和运用寿数也是非常重要。大型滚轴件加工铸造不只供给悉数的技术和数据支撑,并且在运用、选用、修补零配件的时分,可以从抱负的数据中获取到,节省公司的时间,发生必定的质量和经济效益。

常用的真空腔体除尘过滤办法及过滤设备,有些大型滚轴件加工会发作许多的尘土,假如尘土随被抽气体进入油封真空泵内混在泵油中,会像研磨剂一样加快泵腔内零件的磨损,对泵转子和泵腔造成磨损和损坏,堵塞油路或使泵无法作业,假如尘土进入真空阀门则会使密封失效而走漏,因而尘土的躲避和过滤己成为添加真空腔体的运用寿命,添加出产率的关键问题,在有尘土的真空体系中,要选用尘土过滤器。在尘土量较少时,能够由泵油过滤体系滤除,但尘土量较大时,为不让真空泵损坏,海兴滚轴件加工铸造让真空泵的正常作业要运用除尘器。常用尘土过滤办法有以下几种:旋风离心式。进气口与筒体成偏心放置,尘土随气流旋转,因离心力效果而沉降在过滤器的底部。油淋式。

焊接是真空腔体加工中重要的环节之一。为避免大气中熔化的金属和氧气发作化学反应从而影响焊接质量,一般选用氩弧焊来结束焊接。氩弧焊是指在焊接进程中向钨电极周围喷发维护气体氩气,以避免熔化后的高温金属发作氧化反应。海兴大型滚轴件加工的氩弧焊接,原则上有必要选用内焊,即焊接面是在真空一侧,避免存在死角而发作虚漏。真空腔体不答应表里两层焊接和两层密封。真空腔体的内壁外表吸附许多的气体分子或其他有机物,成为影响真空度的放气源。大型滚轴件加工铸造介绍为完结真空,要对腔体进行150~250℃的高温烘烤,以促进资料外表和内部的气体赶快放出。烘烤办法有在腔体外壁环绕加热带、在腔体外壁固定铠装加热丝或直接将腔体置于烘烤帐子中。比较经济简略的烘烤办法是运用加热带,加热带的外面再用铝箔包裹,避免热量流失的一起也可使腔体均匀受热。

真空腔体焊接制造技能 :真空腔体在薄膜涂层、微电子、光学器件和资料制造中,是一种能习惯高真空环境的特别容器。杂乱的真空腔体一般需求定制,即针对运用终端进行专门的规划和制造。某些常见的大型滚轴件加工已通过预先规划,如手套箱、焊接室、脱气箱、外表剖析真空腔等。例如脱气箱和手套箱一般选用低真空环境,海兴滚轴件加工铸造可用于焊接,或用于塑料制品、复合资料层压板、封装组件等的脱气。真空设备包含许多组件,如真空腔体,真空密封传导件,视口设置,真空传感器,真空显现表,堆积体系,蒸腾源和蒸腾资料,溅镀靶材,等离子刻蚀设备,离子注入设备,真空炉,专用真空泵,真空法兰,阀门和管件等。真空设备常用于脱气,焊接,制备薄膜涂层,出产半导体、晶圆、光学器件以及特别资料等。
结构件加工中的结构件指的是具有必定形状结构,并能够接受载荷的效果的构件,称为大型滚轴件加工。如,支架、结构、内部的骨架及支撑定位架等。 加工完结的工件在使用的角度上可称为结构件。海兴大型滚轴件加工需通过二次加工工序的也可称为加工件。 在建筑或土木工程职业所称的结构件是用某种资料制成的,具有必定形状,并能够接受载荷的实体。如:通过吊装、拼砌和装置就能构成桥梁和构造物实体的各种钢筋混泥土的结构物件砌块、水泥管块建筑物的水泥预制板和支柱、机器的底座、电器产品的外壳及内部的支架、飞机内部的骨架、家具的结构等等 结构件加工的时分大部分时分会用到钢板切开而在进行自动切开时,应留意以下两点: 吊钢板至气割平台上,应调整钢板单边两端头与导轨的间隔差在5mm范围内。在进行半自动切开时,应将导轨放在被切开钢板的平面上,然后将切开机轻放在导轨上。使有割炬的一侧面向操纵者,依据钢板的厚度选用割嘴,调整切开直度和切开速度。 依据自动切开及半自动切开方法的不同,调整各把割枪的间隔,确认后拖量,并考虑割缝补偿;在切开进程中,割枪倾角的大小和方向首要以钢板厚度而定。


