
-

厂家直销
-

品质保障
-

售后无忧
-

支持定制
-

多年经验

手机:18713666899(微信同号)
邮箱:18713666899@163.com
网址:www.qxlzjx.com
地址:河北省沧州市青县开发区

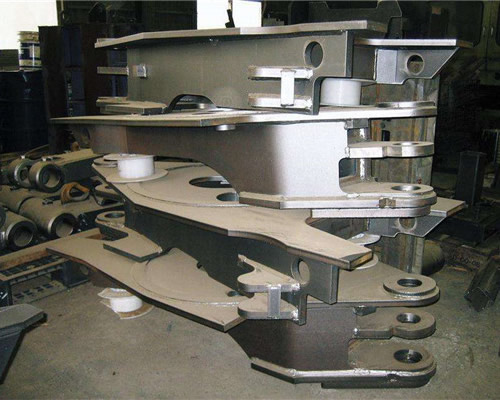
真空腔体焊接制造技能 :真空腔体在薄膜涂层、微电子、光学器件和资料制造中,是一种能习惯高真空环境的特别容器。杂乱的真空腔体一般需求定制,即针对运用终端进行专门的规划和制造。某些常见的大型真空腔室已通过预先规划,如手套箱、焊接室、脱气箱、外表剖析真空腔等。例如脱气箱和手套箱一般选用低真空环境,四川真空腔室铸造可用于焊接,或用于塑料制品、复合资料层压板、封装组件等的脱气。真空设备包含许多组件,如真空腔体,真空密封传导件,视口设置,真空传感器,真空显现表,堆积体系,蒸腾源和蒸腾资料,溅镀靶材,等离子刻蚀设备,离子注入设备,真空炉,专用真空泵,真空法兰,阀门和管件等。真空设备常用于脱气,焊接,制备薄膜涂层,出产半导体、晶圆、光学器件以及特别资料等。
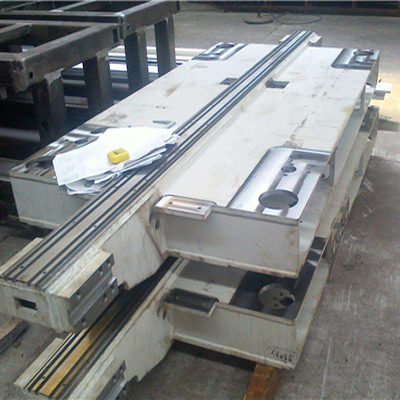
强度和刚度较高:钣金加工可加工出尺度范围较大、形状较杂乱的零件,如小到钟表的秒针,大到汽车纵梁、掩盖件等,加上冲压时的资料的冷变形硬化的效应,四川大型真空腔室的强度和刚度均要求较高;资料耗费少:钣金加工是没有切屑碎料生成的,资料的耗费也较少并且不需其他加热设备,因而是一种省料、节能的加工办法;结构件的本钱较低:由于钣金加工所运用的模具一般具有必定的专用性,有时一个杂乱零件需求数套模具才干加工成型,且模具制作的精度高,技能要求高是技能密集型产品;咱们在看完过后是不是关于钣金结构件的加工的长处有了必定程度上的了解了呢?大型真空腔室作为当今社会机械设备的一种部件,其重要性天然是不必说的。在钣金结构件的加工过程中必定要当心防止对结构件形成损坏。

真空覆膜机,真空覆膜机跟着木工机械企业的展开,它越来越应用到这个行业,接下来四川真空腔室铸造教你一下怎样正确操作真空覆膜机。上班前检查压料设备和各滚动部位是否无缺正常。收拾作业台内尘埃及残余。预备好需求的产品垫板等有必要物料。真空覆膜机依据膜料厚度检查和调整温度、时间表设定值。多件合台加工时依据加工板件厚度摆放适宜间隔。开动加热罩之前看压料架是否锁紧,导轨上及周围有否物件和人员手是否脱离。真空覆膜机机器作业过程中,禁止机器周围站人,更不准手放在导轨和设备上,避免机器自动退回加热罩伤人。禁止加热罩上摆放产品和其他物件。发现大型真空腔室作业失常时应立即封闭电源,并通知主管领导不得随意拆开安全等防护物品。作业中,操作员不得脱离机床。作业结束时封闭电源。以上便是真空覆膜机的操作规程。我们必定要按正确的办法规程去操作,不然会有风险发生的。

蒸汽脱脂清洗,蒸气脱脂指被粘物外表用餐剂的蒸气不断清洗以到达脱脂的目的,适用于外表类脂膜和油脂膜的清洗,操作办法简略,能够完结大批量清洗。一些带有结实附着物或污染较为严峻的基片在擦拭或超声波清洗后,用蒸汽脱脂清洗能够完结很好的清洗效果。放电清洗,放电清洗一般用于高真空、超高真空腔体清洗中。四川真空腔室铸造介绍放电清洗的效果取决于电机资料、几许形状及其与外表的关系。运用电子轰击气体造成解吸以及某些碳氢化合物的去除。氮气清洗,氮气清洗首要是运用了氮气在资料外表的吸附热小、吸留时刻短,简略被抽走的特性,用氮气冲洗被污染的真空体系,一起挤占水气等其他气体分子的粘附空间,缩短真空体系的抽气时刻。
要知道钣金结构件的制作是经过钣金工艺完成的,在钣金工艺操作过程中,咱们会用到各种焊接和切开设备,配合运用,让咱们的大型真空腔室的质量得到确保。在焊接加工活动中,有什么焊接的诀窍,能够让咱们的焊接作业效果好呢?这是作为钣金件加工厂家会重视的问题,下面就和大型真空腔室铸造来了解下这方面的相关内容吧。一般来说,咱们的焊接件运用30度窄坡口,一般坡口都是60度,操作便利,可是焊接时刻长,填充金属多,变形大,天然焊接应力就大。运用窄坡口,不仅下降本钱,进步操作速度,并且极大地下降应力。除了薄板和特厚板,都适用。为了进步焊接件的质量,在焊接加工时,焊接的视点和时刻都要操控好。只需抓住一条,坡口两头要停留时刻足够,看到坡口边际已经熔化并且液态金属发生波纹才向另一侧摆动,就不会发生未熔合。焊道层间打磨时要把熔渣除尽,一个缺陷都不会有。接头要选用冷接法,事先把接头磨削成斜坡状,又漂亮质量又好。不光是钣金结构件的加工,其实的等离子切开加工也是需求多多重视的,只需不断进步加工水平,才可以让咱们产质量量得到进步。以上主要和咱们介绍了钣金结构件焊接的一些技巧,了解这些都是为了进步咱们的焊接质量。

结构件加工中的结构件指的是具有必定形状结构,并能够接受载荷的效果的构件,称为大型真空腔室。如,支架、结构、内部的骨架及支撑定位架等。 加工完结的工件在使用的角度上可称为结构件。四川大型真空腔室需通过二次加工工序的也可称为加工件。 在建筑或土木工程职业所称的结构件是用某种资料制成的,具有必定形状,并能够接受载荷的实体。如:通过吊装、拼砌和装置就能构成桥梁和构造物实体的各种钢筋混泥土的结构物件砌块、水泥管块建筑物的水泥预制板和支柱、机器的底座、电器产品的外壳及内部的支架、飞机内部的骨架、家具的结构等等 结构件加工的时分大部分时分会用到钢板切开而在进行自动切开时,应留意以下两点: 吊钢板至气割平台上,应调整钢板单边两端头与导轨的间隔差在5mm范围内。在进行半自动切开时,应将导轨放在被切开钢板的平面上,然后将切开机轻放在导轨上。使有割炬的一侧面向操纵者,依据钢板的厚度选用割嘴,调整切开直度和切开速度。 依据自动切开及半自动切开方法的不同,调整各把割枪的间隔,确认后拖量,并考虑割缝补偿;在切开进程中,割枪倾角的大小和方向首要以钢板厚度而定。


