
-

厂家直销
-

品质保障
-

售后无忧
-

支持定制
-

多年经验

手机:18713666899(微信同号)
邮箱:18713666899@163.com
网址:www.qxlzjx.com
地址:河北省沧州市青县开发区

真空覆膜机得动力设备就如同人类的心脏不断供给能量,保护它作业的动力。一旦心脏受损,动力就会终断。所以保护好覆膜机的心脏很重要,覆膜机的动力设备便是电动机,可以说电动机便是覆膜机的心脏,想让覆膜机运用寿数愈加耐久,那么电动机便是是重要的。所以作为覆膜机作业的动力源,因此电动机的保护、保护精密超高真空腔体是在保护过程中首要的环节。在操作方面也不会像其他大型机械一样杂乱。精确的操作,合理运用电动机,将会延伸覆膜机的运用寿数,供给覆膜机较高的运用率,并且为您节省一些本钱。也为精密超高真空腔体厂家售后服务减轻一些负担。 那么怎样减轻电动机损耗,延伸覆膜机寿数,在运用时应留心以下几项。收拾杂物,电机上的尘垢,附近杂物,并且远离易燃和易爆物品。在发起前应检查机器滚动是不是流通,是不是卡住、堵塞,皮带衔接是不是正常;如有失常,切忌持续发起覆膜机。发起时电压应符合额定电压,电压过高或较低都不宜发起覆膜机;一般电压值在额定电压值百分之五到百分之十支配。电动机发生毛病后,必定要堵截电源,不能持续运用;应找人员修补。

真空封泥检测法,用真空泥封住可疑的漏点,此刻要注意调查真空度的改动,假如贴上真空泥之后真空度上升较快,拿掉之后又有了显着的下降,精密超高真空腔体厂家提醒大家这说明便是一个漏点哦。可是,这个办法在实践检测顶用的比较少。真空计检漏法,部分真空计的读数与气体品种有关,例如电离真空计,热偶计。用适宜的气体或许液体做示漏物质,这些真空计就成了探测器,一般镀膜机上都会有真空计,在实践运用中也是比较常用的检漏办法。热偶计的示漏物质有二氧化碳,丁烷,酒精等,热偶计的反应比较慢,要仔细调查。用于电离计的示漏物质首要有氦,氩,酒精等。以上呢便是比较常用的三种精密超高真空腔体加工检漏的办法,咱们呢也能够依据实践需求挑选适宜的办法。
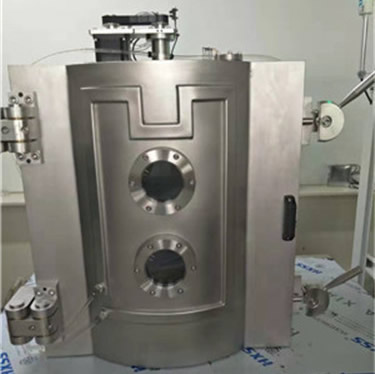
调查真空腔体烘烤时的真空度改变成果,烘烤选用环绕加热带的办法。当真空度到达约10-3 Pa时,开端给加热带逐渐通电加热,坚持腔体在150℃下进行长期烘烤。烘烤进程中封闭离子泵,一起也给离子泵通电进行加热烘烤,这时的精密超高真空腔体只靠分子泵和前级泵来排气。跟着腔体温度的升高,腔体表里表吸附的水蒸气等气体分子许多放出,真空度会敏捷恶化。气体的放出量跟着烘烤时刻的延长而逐渐削减,因而真空度也逐渐好转。中止烘烤时,堵截加热带和离子泵的烘烤电源,然后趁邢台精密超高真空腔体仍处在高温的状况下对钛提高泵进行除气处理。充沛结束钛提高泵的除气处理之后,发动离子泵和钛提高泵,加大真空排气的力度。跟着排气力度的增大和因为腔体温度下降而放出气体的削减,体系的真空度会敏捷好转。新结束的腔体第一次烘烤时,一般需求一周时刻,重复烘烤后单独的烘烤时刻能够恰当削减。为了精确地丈量真空度,中止烘烤后也应该对真空计进行除气处理。假如真空泵才干充沛并且烘烤时刻足够的话,烘烤后真空度可提升几个数量级。
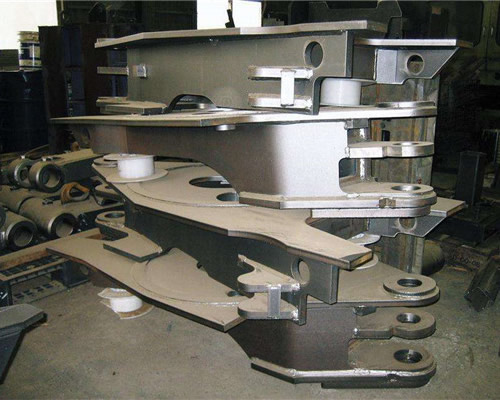
关于精细零部件来说,加工是非常严厉的,加工工序有进刀,出刀等。关于尺度有详细要求,精度也有要求,比方1mm正负多少微米等,精密超高真空腔体厂家提醒大家假如尺度错的太多就会成为废品,这时就相当于得从头加工,费时吃力,有时甚至会使得整个加工资料报废,这就形成了本钱的添加,同时,零件是必定不能用了。关于精密超高真空腔体的加工主要是尺度方面的要求,比方圆柱直径是多少,有严厉要求,正负差错在规则要求规模之内才是合格零件,否则都是不合格零件;长宽高也有详细严厉要求,正负差错相同有规则,比方一个内嵌式圆柱体,假如直径太大,超越差错答应规模内,就会形成,插不进去的情况,假如实践直径太小,超越差错答应负值下限了,就会形成插进去太松,不结实的问题发作。这些都是不合格产品,或许圆柱长度太长或太短,超出差错答应规模了,都是不合格的产品,是都要报废的,或许从头加工,这样必然会形本钱钱的添加。以上便是对精细零部件加工的要求,便是最主要的尺度问题,必定要严厉依照另加图纸进行加工,加工出来的实践尺度必定不会和图纸理论尺度一摸一样,仅仅,只要加工尺度在差错答应规模之内就都是合格零部件,所以,精细零部件加工的要求便是严厉依照理论尺度进行加工。其次便是先进的精细零部件加工设备和检测设备,先进的加工设备使得加工精细零件的时分愈加简略,精度更高,作用更好。检测设备能够检测出没有到达要求的零部件,让一切发给客户的产品真实的到达要求。

结构件加工中注塑件缺点大家了解多少?下面邢台超高真空腔体厂家就和大家简单说说。点缺点:具有点形状的缺点,丈量时以其最大直径为尺寸。异色点:在产品外表呈现的色彩异于周围的点。凹凸点:因为模具的损坏等原因构成塑料件外表上呈现的凹凸不平颗粒:在喷漆件外表上附着的细微颗粒。 缩水;当塑料熔体通过一个较薄的截面后,其压力丢失很大,很难继续保持很高的压力来填充在较厚截面而构成的凹坑。熔接线:塑料熔体在型腔中活动时,遇到阻止物(型芯等物体)时,熔体在绕过阻止物后不能很好的交融,而在塑料件的外表构成一条显着的线。顶白:因为塑料件的包紧力大,顶杆区域遭到强壮的顶出力,所发生的痕迹或白印。白化:因脱模应力关系发生的注塑件外表或反面或筋、柱、槽、墙刻印等部位的发白的印记。决裂:因内应力或机械损害而构成在塑料件外表上的裂纹。油渍:在精密超高真空腔体外表残留的油污。翘曲及变形:塑料件成型时因为受力不均或应力而构成塑料件的形变。 飞边: 因为注塑工艺或模具原因,构成在塑料件的边缘分型面场所发生的废边。 细碎划痕:因为摩擦或滑划而构成产品外表留下点、线或块状的轻度残留线印记,目测看不出深度。


