
-

厂家直销
-

品质保障
-

售后无忧
-

支持定制
-

多年经验

手机:18713666899(微信同号)
邮箱:18713666899@163.com
网址:www.qxlzjx.com
地址:河北省沧州市青县开发区

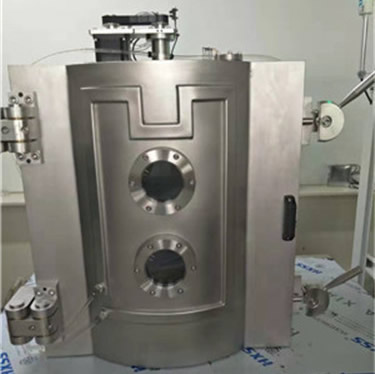
东光结构件加工铸造提供专用设备腔的定制服务,腔体的外形和开口能够依据用户要求进行规划。外表剖析腔有通用腔体,用户也能够在通用腔体的基础上进行自定义规划。手套箱和焊接箱专用于熔炼或焊接钛、锌等对易在大气中氧化的资料。真空密封颈是基板和钟形罩之间的过渡组件,它能够提供额外的高度和更多的自由端口。装载确定室是建在主腔体上的特制精密结构件加工,可在不损坏主腔体真空度的条件下,将样本、晶片或其他组件从外部大气环境移动到内部高真空环境中。外表剖析腔有通用腔体,用户也能够在通用腔体的基础上进行自定义规划。杂乱的真空腔体一般需求定制,即针对运用终端进行专门的规划和制造。某些常见的真空腔体已通过预先规划,如手套箱、焊接室、脱气箱、外表剖析真空腔等。例如脱气箱和手套箱一般选用低真空环境,可用于焊接,或用于塑料制品、复合资料层压板、封装组件等的脱气。

气体淡薄程度是对真空的一种客观丈量 ,直接的物理丈量是单位体积中的气体分子数。气体分子密度越小,气体压力越低,真空就越高。真空常用帕斯卡或托尔做为压力的单位。精密结构件加工技能首要包含真空取得、真空丈量、真空检漏和真空运用四个方面。在真空技能展开中,这四个方面的技能是彼此促进的。跟着真空取得技能的展开,真空运用日渐扩大到工业和科学研讨的各个方面。精密结构件加工铸造介绍真空运用是指运用淡薄气体的物理环境结束某些特定使命。有些是运用这种环境制造产品或设备,如灯泡、电子管和加快器等。 这些产品在运用期间始终坚持真空,而另一些则仅仅把真空当作出产中的一个进程,产品在大气环境下运用,如真空镀膜、真空枯燥和真空浸渍等。真空的运用规划极广,首要分为低真空、中真空、高真空和超高真空运用。

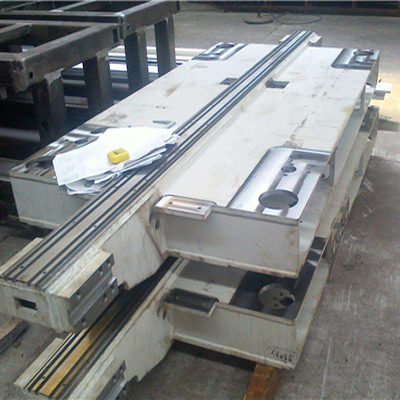
结构件加工商场对数控折弯机模具的需求,不仅是量的增加,更重要的是质的进步。在全球动力供应每日严重,石油价格继续上涨等布景下,对发电设备的需求已越来越显着。这些精密结构件加工一般体积较大,很多采用铝合金。此外,轿车、高速列车、一般机械制造业、以及近年来逐步扩展用量都已成为数控折弯机模具职业的首要用户。近年来,政府已投入很多资金用于航空航天业大型客机的研制。 在该精密结构件加工铸造中,数控折弯机模具一般用来切削飞机结构件。只需求铺设和环绕羁绊的复合资料看似不需求很大的加工量,但是对加工质量的要求却越来越高。对数控折弯机模具职业来说,这意味极大的商场。除了机身结构件外,模具制造业在模具制造进程中,成型模、热作模、冷作模、塑模等简直所有环节中都需求用到数控折弯机模具。钛合金是公认的难加工资料。 发电设备制造业,发想法一般采用难加工资料制成,外形复杂,需求切槽钻孔、叶片加工等工序,对数控折弯机模具的实际切削效果要求非常高。此外,钛合金的用量也在增加。
真空覆膜机是对产品做真空处理,改进产品的处理设备。有关真空覆膜机的操作规程,你了解多少?精密结构件加工铸造介绍上班前检查压料设备和各滚动部位是否无缺正常。收拾作业台内尘埃及残余。预备好需求的产品垫板等有必要物料。依据膜料厚度检查和调整温度、时间表设定值。多件合台加工时依据加工板件厚度摆放适宜间隔。开动加热罩之前看压料架是否锁紧,导轨上及周围有否物件和人员手是否脱离机器作业过程中,禁止机器周围站人,更不准手放在导轨和设备上,避免精密结构件加工自动退回加热罩伤人。禁止加热罩上摆放产品和其他物件。发现机器作业失常时应立即封闭电源,并通知主管领导。不得随意拆开安全罩等防护物品。作业中,操作人员不得脱离机床。作业结束时封闭电源。以上便是真空覆膜机的操作规程。我们必定要按正确的办法规程去操作,不然会有风险发生。会不断在展开,生活水平相对得到了提高,各行业展开也有不错的前景。就拿真空覆膜机来说吧,它在相关范畴也得到了不可估量的前景展开,可是再好的机器也是需求定时保养的,这样才能令它的使用寿数更长,为企业做错更大的奉献。
真空腔体焊接制造技能 :真空腔体在薄膜涂层、微电子、光学器件和资料制造中,是一种能习惯高真空环境的特别容器。杂乱的真空腔体一般需求定制,即针对运用终端进行专门的规划和制造。某些常见的精密结构件加工已通过预先规划,如手套箱、焊接室、脱气箱、外表剖析真空腔等。例如脱气箱和手套箱一般选用低真空环境,东光结构件加工铸造可用于焊接,或用于塑料制品、复合资料层压板、封装组件等的脱气。真空设备包含许多组件,如真空腔体,真空密封传导件,视口设置,真空传感器,真空显现表,堆积体系,蒸腾源和蒸腾资料,溅镀靶材,等离子刻蚀设备,离子注入设备,真空炉,专用真空泵,真空法兰,阀门和管件等。真空设备常用于脱气,焊接,制备薄膜涂层,出产半导体、晶圆、光学器件以及特别资料等。

要知道钣金结构件的制作是经过钣金工艺完成的,在钣金工艺操作过程中,咱们会用到各种焊接和切开设备,配合运用,让咱们的精密结构件加工的质量得到确保。在焊接加工活动中,有什么焊接的诀窍,能够让咱们的焊接作业效果好呢?这是作为钣金件加工厂家会重视的问题,下面就和精密结构件加工铸造来了解下这方面的相关内容吧。一般来说,咱们的焊接件运用30度窄坡口,一般坡口都是60度,操作便利,可是焊接时刻长,填充金属多,变形大,天然焊接应力就大。运用窄坡口,不仅下降本钱,进步操作速度,并且极大地下降应力。除了薄板和特厚板,都适用。为了进步焊接件的质量,在焊接加工时,焊接的视点和时刻都要操控好。只需抓住一条,坡口两头要停留时刻足够,看到坡口边际已经熔化并且液态金属发生波纹才向另一侧摆动,就不会发生未熔合。焊道层间打磨时要把熔渣除尽,一个缺陷都不会有。接头要选用冷接法,事先把接头磨削成斜坡状,又漂亮质量又好。不光是钣金结构件的加工,其实的等离子切开加工也是需求多多重视的,只需不断进步加工水平,才可以让咱们产质量量得到进步。以上主要和咱们介绍了钣金结构件焊接的一些技巧,了解这些都是为了进步咱们的焊接质量。


