
-

厂家直销
-

品质保障
-

售后无忧
-

支持定制
-

多年经验

手机:18713666899(微信同号)
邮箱:18713666899@163.com
网址:www.qxlzjx.com
地址:河北省沧州市青县开发区

真空腔体是坚持内部为真空情况的容器,真空腔体加工要考虑容积、质料和形状。真空体系首要选用不锈钢质料。其间300系列不锈钢是含Cr10%~20%的低碳钢,具有优秀的抗腐蚀性、无磁性、焊接性好、导电率、放气率低和导热率低、能够在-270~900℃作业等利益,在高真空和超高真空体系中,运用较广。为了减小腔体内壁的外表积,一般用喷砂或电解抛光的办法来取得平整的外表。超高真空体系的腔体,更多的是运用电解抛光来进行外表处理。金属滚轴类加工的氩弧焊接,原则上有必要选用内焊,即焊接面是在真空一侧,避免存在死角而发作虚漏。甘肃金属滚轴类加工不答应表里两层焊接和两层密封于方形腔体,旁边面的平板上要承受上吨的压力,有必要通过添加壁厚或设置加强筋,才干避免变形。
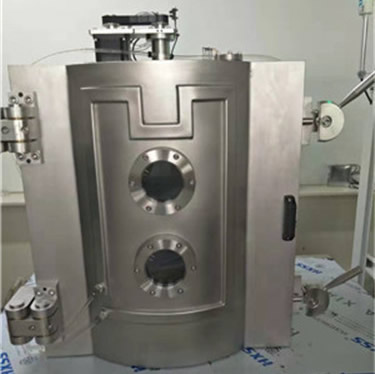
焊接是真空腔体加工中重要的环节之一。为避免大气中熔化的金属和氧气发作化学反应从而影响焊接质量,一般选用氩弧焊来结束焊接。氩弧焊是指在焊接进程中向钨电极周围喷发维护气体氩气,以避免熔化后的高温金属发作氧化反应。甘肃金属滚轴类加工的氩弧焊接,原则上有必要选用内焊,即焊接面是在真空一侧,避免存在死角而发作虚漏。真空腔体不答应表里两层焊接和两层密封。真空腔体的内壁外表吸附许多的气体分子或其他有机物,成为影响真空度的放气源。金属滚轴类加工定制介绍为完结真空,要对腔体进行150~250℃的高温烘烤,以促进资料外表和内部的气体赶快放出。烘烤办法有在腔体外壁环绕加热带、在腔体外壁固定铠装加热丝或直接将腔体置于烘烤帐子中。比较经济简略的烘烤办法是运用加热带,加热带的外面再用铝箔包裹,避免热量流失的一起也可使腔体均匀受热。

真空覆膜机工艺作为保护和装修印刷品外表的一种工艺办法,覆膜在印后加工中占很大的比例,随意走进一个书店,你就会发现,大多数图书都选用这种办法。这是由于通过覆膜的印刷品,外表会愈加滑润、亮光、耐污、耐水、耐磨,书刊封面的色彩愈加光彩夺目、不易被损坏。印刷品的耐磨性、耐折性、抗拉性和耐湿性都得到了很大程度的加强,保护了各类印刷品的外观作用,提高了使用寿数。最值得一提的便是,金属滚轴类加工的覆膜工艺可以很大程度地弥补印刷产品的质量缺点,许多在印刷过程中呈现的表观缺点,通过覆膜后(特别是覆亚光膜后),都可以被遮盖。真空覆膜机操作前须知真空覆膜机在相关范畴也得到了不可估量的前景展开,可是再好的机器也是需求定时保养的,这样才能令它的使用寿数更长,为企业做出更大的奉献。为了个人安全,也为了产品安全,我们在使用产品时都应按正确的办法规程去操作,避免形成不必要的事端发生。甘肃滚轴类加工定制这儿说一下正确操作真空覆膜机的关键。首先要保证压料设备各滚动部位无损坏,要常常清洁作业台无尘埃,把必需的物品预备充足,如产品垫板。要不定时的调整膜的温度,开动加热罩时要保证压料架是锁紧的,导轨上及周围禁止有物件,人员的手要脱离。覆膜机作业时禁止周围站人,若发现机器失常发出声音时应立即封闭电源,不能随意拆开安全罩类的防护物品,作业结束后要封闭电源。

真空加作业业中应考虑的检漏问题,焊接件的检漏,真空腔体零部件的焊缝是否需求进行检漏,应依据焊接质量和设备所答应的最大漏率来确定。焊缝的检漏是在零、部件的加工进程中进行,仍是在总装今后进行,需视具体情况而定。例如,在总装后对冷阱内胆的焊缝进行检漏时,因为金属滚轴类加工安装后焊缝不能暴露在外面,即便发现了漏孔也无法进行补焊。又如某些大容器在总装后的容积过大,使检漏活络度降得很低,检不出小漏孔,从而达不到检漏的要求。考虑到类似于这样的情况,应在零、部件的加工进程中就对焊缝进行检漏。已检漏了的零件在对焊缝进行切削加工后,还需求次进行检漏。甘肃滚轴类加工定制补焊后的焊缝也需求重新检漏。其它加工件的检漏,对金属板材一般不需检漏(除铸件外),但对外表和内部有缺陷(夹渣、气孔、裂纹)的金属资料,则有必要进行检漏。机械加工后的工件一般也不需求检漏。但薄壁管材经弯曲后或许出现裂纹,因而需求对弯曲部位进行检漏。


