
-

厂家直销
-

品质保障
-

售后无忧
-

支持定制
-

多年经验

手机:18713666899(微信同号)
邮箱:18713666899@163.com
网址:www.qxlzjx.com
地址:河北省沧州市青县开发区

气体稀薄程度是对真空的一种客观丈量 ,直接的物理丈量是单位体积中的气体分子数。气体分子密度越小,气体压力越低,真空就越高。真空常用帕斯卡或托尔做为压力的单位。金属结构件加工首要包含真空取得、真空丈量、真空检漏和真空运用四个方面。在真空技能开展中,这四个方面的技能是彼此促进的。跟着真空取得技能的开展,真空运用日渐扩大到工业和科学研讨的各个方面。真空运用是指运用稀薄气体的物理环境结束某些特定使命。有些是运用这种环境制造产品或设备,金属结构件加工铸造介绍如灯泡、电子管和加快器等。 这些产品在运用期间始终坚持真空,而另一些则仅仅把真空当作出产中的一个进程,产品在大气环境下运用,如真空镀膜、真空枯燥和真空浸渍等。真空的运用规模极广,首要分为低真空、中真空、高真空和超高真空运用。

金属结构件加工是坚持内部为真空情况的容器,真空腔体的制造要考虑容积、质料和形状。不锈钢是现在真空体系的首要结构资料。其间300系列不锈钢(表1)是含Cr10%~20%的低碳钢,具有优秀的抗腐蚀性、放气率低、无磁性、焊接性好、导电率和导热率低、能够在-270~900℃作业等利益,在高真空和超高真空体系中,运用广泛。近年来,为了下降湖北金属结构件加工的制造本钱,选用铸造铝合金来制造腔体也逐渐遍及。其他,选用钛合金来制造特别用处真空腔体的比方也不少。为了减小腔体内壁的外表积,一般用喷砂或电解抛光的办法来取得平整的外表。超高真空体系的腔体,更多的是运用电解抛光来进行外表处理。

钣金结构件加工已经是咱们不生疏的一种加工办法了。现在的机械设备上都有许多的钣金结构件,所以关于钣金结构件的需求也是十分大的。那么咱们知不知道钣金结构件加工都具有哪些长处呢?那么接下来就请跟随湖北结构件加工铸造的脚步一同去了解一些钣金结构件加工的长处吧。出产效率高:钣金结构件的出产效率高,并且操作便利易于完成机械化与自动化。这是由于冲压是依靠的冲模和冲压设备来完成加工,普通压力机的行程次数为每分钟几十次,高速压力机每分钟可达数百次乃至上千次,并且每次冲压行程都能得到一个或多个金属结构件加工;质量稳定:加工时模具确保了结构件的尺度与形状精度,不损坏钣金资料的表面质量,模具的寿数就会较长,所以钣金机构件的质量相对比较稳定;

关于精细零部件来说,加工是非常严厉的,加工工序有进刀,出刀等。关于尺度有详细要求,精度也有要求,比方1mm正负多少微米等,金属结构件加工铸造提醒大家假如尺度错的太多就会成为废品,这时就相当于得从头加工,费时吃力,有时甚至会使得整个加工资料报废,这就形成了本钱的添加,同时,零件是必定不能用了。关于金属结构件加工的加工主要是尺度方面的要求,比方圆柱直径是多少,有严厉要求,正负差错在规则要求规模之内才是合格零件,否则都是不合格零件;长宽高也有详细严厉要求,正负差错相同有规则,比方一个内嵌式圆柱体,假如直径太大,超越差错答应规模内,就会形成,插不进去的情况,假如实践直径太小,超越差错答应负值下限了,就会形成插进去太松,不结实的问题发作。这些都是不合格产品,或许圆柱长度太长或太短,超出差错答应规模了,都是不合格的产品,是都要报废的,或许从头加工,这样必然会形本钱钱的添加。以上便是对精细零部件加工的要求,便是最主要的尺度问题,必定要严厉依照另加图纸进行加工,加工出来的实践尺度必定不会和图纸理论尺度一摸一样,仅仅,只要加工尺度在差错答应规模之内就都是合格零部件,所以,精细零部件加工的要求便是严厉依照理论尺度进行加工。其次便是先进的精细零部件加工设备和检测设备,先进的加工设备使得加工精细零件的时分愈加简略,精度更高,作用更好。检测设备能够检测出没有到达要求的零部件,让一切发给客户的产品真实的到达要求。
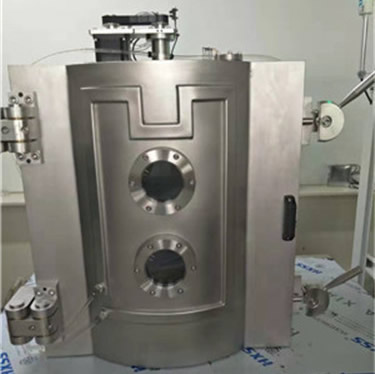
真空腔体是坚持内部为真空情况的容器,真空腔体加工要考虑容积、质料和形状。真空体系首要选用不锈钢质料。其间300系列不锈钢是含Cr10%~20%的低碳钢,具有优秀的抗腐蚀性、无磁性、焊接性好、导电率、放气率低和导热率低、能够在-270~900℃作业等利益,在高真空和超高真空体系中,运用较广。为了减小腔体内壁的外表积,一般用喷砂或电解抛光的办法来取得平整的外表。超高真空体系的腔体,更多的是运用电解抛光来进行外表处理。金属结构件加工的氩弧焊接,原则上有必要选用内焊,即焊接面是在真空一侧,避免存在死角而发作虚漏。湖北金属结构件加工不答应表里两层焊接和两层密封于方形腔体,旁边面的平板上要承受上吨的压力,有必要通过添加壁厚或设置加强筋,才干避免变形。

气体的放出量跟着烘烤时刻的添加而逐渐削减,因而真空度也逐渐好转。中止烘烤时,堵截加热带和离子泵的烘烤电源,然后趁腔体仍处在高温的状况下对钛提高泵进行除气处理。钛提高泵的除气处理是指给Ti丝通电加热,但又操控温度在Ti提高温度之下的操作。钛提高泵除气处理的目的是清掉吸附在Ti丝外表的气体分子以及其他或许的污染物,以让钛提高泵的正常作业。金属结构件加工铸造结束钛提高泵的除气处理之后,发动离子泵和钛提高泵,添加真空排气的力度。跟着排气力度的添加和因为腔体温度削减而放出气体的削减,体系的真空度会好转。新结束的腔体烘烤时,一般需求一周时刻,重复烘烤后单独的烘烤时刻能够恰当削减。为了精确地丈量真空度,中止烘烤后也应该对真空计进行除气处理。假如真空泵才干足并且烘烤时刻足的话,烘烤后真空度可上升几个数量。 一个气压在1cm2的面积上发作约1kgf的压力,对直径20cm的法兰来讲,便是1t的压力。圆筒或球形的腔体,因为构造的不同性使得压力涣散,金属结构件加工的壁厚2~4mm就不会变形。可是,关于方形腔体,旁边面的平板上要承受上吨的压力,要通过添加壁厚或设置加强筋,才干不会变形。方形腔体一般情况下要比筒形和球形腔体重,并且价格高。所示为几种代表性的真空腔体,分别为筒形、球形和方形。


