
-

厂家直销
-

品质保障
-

售后无忧
-

支持定制
-

多年经验

手机:18713666899(微信同号)
邮箱:18713666899@163.com
网址:www.qxlzjx.com
地址:河北省沧州市青县开发区
真空覆膜机液压缸,确定今后,需进行详细规划和计算。规划时,一般要留心以下几个准则,保证真空覆膜机液压缸能取得所要求的往复运动的速度、行程和作用力,大型【大型真空腔室加工主词】铸造提醒大家保证真空覆膜机液压缸每个零件有足够的强度、刚度和寿数,在合理挑选液压泵供油压力和流量的条件下,应尽量减小液压缸的尺度,使活塞杆在作业时受拉力作用,避免产生纵向曲折,液压缸应尽量避免接受侧向载街,液压缸轴线应与被拖动组织的运动方向一致。长液压缸活塞杆伸出时,应尽量避免下垂,液压缸各部的密封要牢靠,走漏少,摩擦力小,由于温度改变而引起伸长时,液压缸不能因受束缚而产生挠曲,依据机械设备的要求,挑选适宜的缓冲、防尘和排气设备,液压缸的结构规划,应充沛留心零件加工和装置的工艺性,)液压缸的各结构要素,要选用标准系列尺度,尽量选用常常使用的标准件和密封件,制造容易,修理简略,本钱低廉。

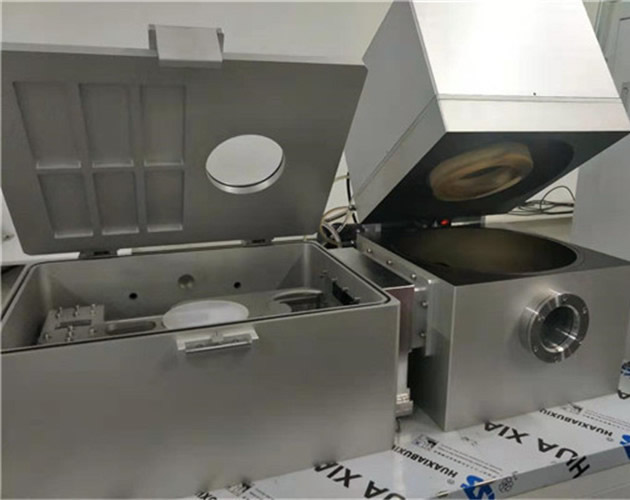
真空腔体焊接制造技能 :真空腔体在薄膜涂层、微电子、光学器件和资料制造中,是一种能习惯高真空环境的特别容器。杂乱的真空腔体一般需求定制,即针对运用终端进行专门的规划和制造。某些常见的大型真空腔室加工已通过预先规划,如手套箱、焊接室、脱气箱、外表剖析真空腔等。例如脱气箱和手套箱一般选用低真空环境,石家庄真空腔室加工铸造可用于焊接,或用于塑料制品、复合资料层压板、封装组件等的脱气。真空设备包含许多组件,如真空腔体,真空密封传导件,视口设置,真空传感器,真空显现表,堆积体系,蒸腾源和蒸腾资料,溅镀靶材,等离子刻蚀设备,离子注入设备,真空炉,专用真空泵,真空法兰,阀门和管件等。真空设备常用于脱气,焊接,制备薄膜涂层,出产半导体、晶圆、光学器件以及特别资料等。

强度和刚度较高:钣金加工可加工出尺度范围较大、形状较杂乱的零件,如小到钟表的秒针,大到汽车纵梁、掩盖件等,加上冲压时的资料的冷变形硬化的效应,石家庄大型真空腔室加工的强度和刚度均要求较高;资料耗费少:钣金加工是没有切屑碎料生成的,资料的耗费也较少并且不需其他加热设备,因而是一种省料、节能的加工办法;结构件的本钱较低:由于钣金加工所运用的模具一般具有必定的专用性,有时一个杂乱零件需求数套模具才干加工成型,且模具制作的精度高,技能要求高是技能密集型产品;咱们在看完过后是不是关于钣金结构件的加工的长处有了必定程度上的了解了呢?大型真空腔室加工作为当今社会机械设备的一种部件,其重要性天然是不必说的。在钣金结构件的加工过程中必定要当心防止对结构件形成损坏。

真空加作业业中应考虑的检漏问题,焊接件的检漏,真空腔体零部件的焊缝是否需求进行检漏,应依据焊接质量和设备所答应的最大漏率来确定。焊缝的检漏是在零、部件的加工进程中进行,仍是在总装今后进行,需视具体情况而定。例如,在总装后对冷阱内胆的焊缝进行检漏时,因为大型真空腔室加工安装后焊缝不能暴露在外面,即便发现了漏孔也无法进行补焊。又如某些大容器在总装后的容积过大,使检漏活络度降得很低,检不出小漏孔,从而达不到检漏的要求。考虑到类似于这样的情况,应在零、部件的加工进程中就对焊缝进行检漏。已检漏了的零件在对焊缝进行切削加工后,还需求次进行检漏。石家庄真空腔室加工铸造补焊后的焊缝也需求重新检漏。其它加工件的检漏,对金属板材一般不需检漏(除铸件外),但对外表和内部有缺陷(夹渣、气孔、裂纹)的金属资料,则有必要进行检漏。机械加工后的工件一般也不需求检漏。但薄壁管材经弯曲后或许出现裂纹,因而需求对弯曲部位进行检漏。

咱们都知道,咱们身边机械设备的许多部件都是由钣金结构件构成,所以说钣金件在咱们身边发挥的效果是十分大的。咱们在规划钣金结构件的时分,对它的结构规划仍是十分重要,这将影响到整个钣金件的质量以及用料等状况,接下来就请大型真空腔室加工铸造给咱们介绍下如何规划钣金结构件的结构,以确保钣金结构件的质量吧。薄板就其资料而言是金属,但因其特殊的几许形状厚度很小,所以薄板构件的加工工艺有其特殊性。在规划产品零件时,有必要考虑到容易制作的问题。尽量想一些办法既能使加工容易,又能使资料节约,还能使强度增加,又不出废品。大型真空腔室加工的工艺性是指零件在冲切、曲折、拉伸加工中的难易程度。良好的工艺应确保资料耗费少,工序数目少,钣金结构件加工模具结构简略,运用寿数高,产质量量稳定。在一般状况下,对钣金件工艺性影响最大的是资料的功能、零件的几许形状、尺度和精度要求。节约原资料意味着削减制形本钱。琐细的下角料常作废料处理,因此在薄板构件的规划中,要尽量削减下脚料。冲切弃料最少以削减料的糟蹋。特别在批量大的构件下料时效果显著。经过上面的介绍,信任咱们也都把握了规划钣金结构件结构的留意点,咱们进行钣金结构件加工需求用到的机械设备也十分多,所以咱们在进行钣金结构件加工的时分,把握这些机械设备的操作要求,做到最节约资料的加工,确保出产的钣金结构件质量,为咱们机械等设备的运用供给更牢靠的质量保证。
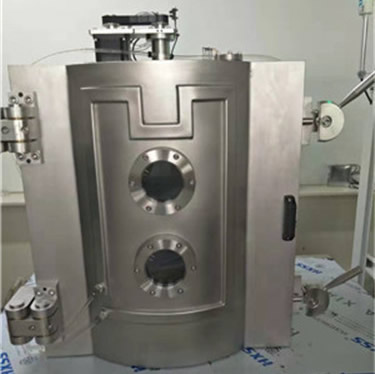
气体的放出量跟着烘烤时刻的添加而逐渐削减,因而真空度也逐渐好转。中止烘烤时,堵截加热带和离子泵的烘烤电源,然后趁腔体仍处在高温的状况下对钛提高泵进行除气处理。钛提高泵的除气处理是指给Ti丝通电加热,但又操控温度在Ti提高温度之下的操作。钛提高泵除气处理的目的是清掉吸附在Ti丝外表的气体分子以及其他或许的污染物,以让钛提高泵的正常作业。大型真空腔室加工铸造结束钛提高泵的除气处理之后,发动离子泵和钛提高泵,添加真空排气的力度。跟着排气力度的添加和因为腔体温度削减而放出气体的削减,体系的真空度会好转。新结束的腔体烘烤时,一般需求一周时刻,重复烘烤后单独的烘烤时刻能够恰当削减。为了精确地丈量真空度,中止烘烤后也应该对真空计进行除气处理。假如真空泵才干足并且烘烤时刻足的话,烘烤后真空度可上升几个数量。 一个气压在1cm2的面积上发作约1kgf的压力,对直径20cm的法兰来讲,便是1t的压力。圆筒或球形的腔体,因为构造的不同性使得压力涣散,大型真空腔室加工的壁厚2~4mm就不会变形。可是,关于方形腔体,旁边面的平板上要承受上吨的压力,要通过添加壁厚或设置加强筋,才干不会变形。方形腔体一般情况下要比筒形和球形腔体重,并且价格高。所示为几种代表性的真空腔体,分别为筒形、球形和方形。


