
-

厂家直销
-

品质保障
-

售后无忧
-

支持定制
-

多年经验

手机:18713666899(微信同号)
邮箱:18713666899@163.com
网址:www.qxlzjx.com
地址:河北省沧州市青县开发区
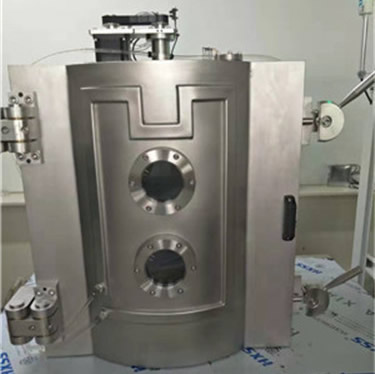
焊接是真空腔体加工中重要的环节之一。为避免大气中熔化的金属和氧气发作化学反应从而影响焊接质量,一般选用氩弧焊来结束焊接。氩弧焊是指在焊接进程中向钨电极周围喷发维护气体氩气,以避免熔化后的高温金属发作氧化反应。四川金属超高真空腔体加工的氩弧焊接,原则上有必要选用内焊,即焊接面是在真空一侧,避免存在死角而发作虚漏。真空腔体不答应表里两层焊接和两层密封。真空腔体的内壁外表吸附许多的气体分子或其他有机物,成为影响真空度的放气源。金属超高真空腔体加工铸造介绍为完结真空,要对腔体进行150~250℃的高温烘烤,以促进资料外表和内部的气体赶快放出。烘烤办法有在腔体外壁环绕加热带、在腔体外壁固定铠装加热丝或直接将腔体置于烘烤帐子中。比较经济简略的烘烤办法是运用加热带,加热带的外面再用铝箔包裹,避免热量流失的一起也可使腔体均匀受热。

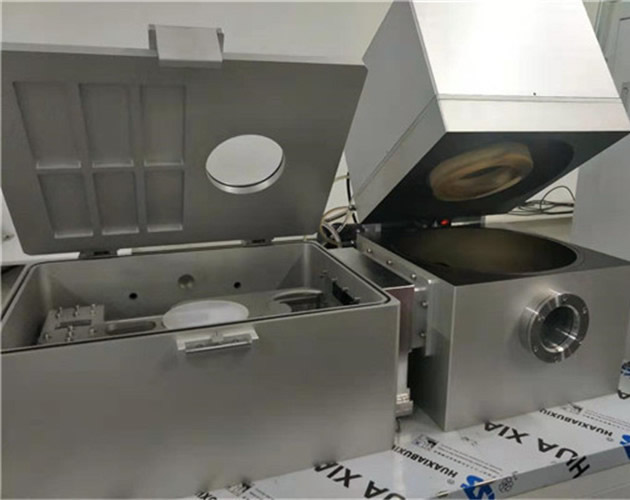
真空腔体焊接制造技能 :真空腔体在薄膜涂层、微电子、光学器件和资料制造中,是一种能习惯高真空环境的特别容器。杂乱的真空腔体一般需求定制,即针对运用终端进行专门的规划和制造。某些常见的金属超高真空腔体加工已通过预先规划,如手套箱、焊接室、脱气箱、外表剖析真空腔等。例如脱气箱和手套箱一般选用低真空环境,四川超高真空腔体加工铸造可用于焊接,或用于塑料制品、复合资料层压板、封装组件等的脱气。真空设备包含许多组件,如真空腔体,真空密封传导件,视口设置,真空传感器,真空显现表,堆积体系,蒸腾源和蒸腾资料,溅镀靶材,等离子刻蚀设备,离子注入设备,真空炉,专用真空泵,真空法兰,阀门和管件等。真空设备常用于脱气,焊接,制备薄膜涂层,出产半导体、晶圆、光学器件以及特别资料等。

精细加工,并不是什么资料都能够进行精细加工的,有些资料硬度太大,超越了加工机件的硬度,就可能把机件崩坏,所以这些资料是不适宜精细机械加工的,除非是特殊资料制成的机件,或激光切开。金属超高真空腔体加工铸造介绍关于精细机械加工的资料分为两大类,金属资料和非金属资料。关于金属资料来说,硬度为不锈钢最大,其次是铸铁,其次是铜,然后是铝。首先是对资料硬度的要求,对有些场合来说,资料是硬度越高越好,仅仅限于加工机件的硬度要求,加工的资料不能太硬,假如比机件还硬是无法加工的。 其次,质料软硬适中,至少要比机件硬度低一个档次,同时还要看加工的器件的作用是做什么用,对机件合理选材。总归,金属超高真空腔体加工加工对质料的要求仍是有一些的,并不是什么质料都适合加工的,比方太软或太硬的资料,前者是没有加工的必要,而后者是无法加工。所以,基本的一条便是,在加工前必定要留意质料的密度,假如密度太大,相当于硬度也很大,而硬度要是超越机件的硬度,便是无法加工的,不仅仅会损坏零件,还会形成风险,比方车刀飞崩出去伤人等。所以,一般来说,关于机械类加工来说,资料质料要低于机刀的硬度,这样才能被加工。

真空覆膜机是对产品做真空处理,改进产品的处理设备。有关真空覆膜机的操作规程,你了解多少?金属超高真空腔体加工铸造介绍上班前检查压料设备和各滚动部位是否无缺正常。收拾作业台内尘埃及残余。预备好需求的产品垫板等有必要物料。依据膜料厚度检查和调整温度、时间表设定值。多件合台加工时依据加工板件厚度摆放适宜间隔。开动加热罩之前看压料架是否锁紧,导轨上及周围有否物件和人员手是否脱离机器作业过程中,禁止机器周围站人,更不准手放在导轨和设备上,避免金属超高真空腔体加工自动退回加热罩伤人。禁止加热罩上摆放产品和其他物件。发现机器作业失常时应立即封闭电源,并通知主管领导。不得随意拆开安全罩等防护物品。作业中,操作人员不得脱离机床。作业结束时封闭电源。以上便是真空覆膜机的操作规程。我们必定要按正确的办法规程去操作,不然会有风险发生。会不断在展开,生活水平相对得到了提高,各行业展开也有不错的前景。就拿真空覆膜机来说吧,它在相关范畴也得到了不可估量的前景展开,可是再好的机器也是需求定时保养的,这样才能令它的使用寿数更长,为企业做错更大的奉献。
结构件加工中的结构件指的是具有必定形状结构,并能够接受载荷的效果的构件,称为金属超高真空腔体加工。如,支架、结构、内部的骨架及支撑定位架等。 加工完结的工件在使用的角度上可称为结构件。四川金属超高真空腔体加工需通过二次加工工序的也可称为加工件。 在建筑或土木工程职业所称的结构件是用某种资料制成的,具有必定形状,并能够接受载荷的实体。如:通过吊装、拼砌和装置就能构成桥梁和构造物实体的各种钢筋混泥土的结构物件砌块、水泥管块建筑物的水泥预制板和支柱、机器的底座、电器产品的外壳及内部的支架、飞机内部的骨架、家具的结构等等 结构件加工的时分大部分时分会用到钢板切开而在进行自动切开时,应留意以下两点: 吊钢板至气割平台上,应调整钢板单边两端头与导轨的间隔差在5mm范围内。在进行半自动切开时,应将导轨放在被切开钢板的平面上,然后将切开机轻放在导轨上。使有割炬的一侧面向操纵者,依据钢板的厚度选用割嘴,调整切开直度和切开速度。 依据自动切开及半自动切开方法的不同,调整各把割枪的间隔,确认后拖量,并考虑割缝补偿;在切开进程中,割枪倾角的大小和方向首要以钢板厚度而定。


