
-

厂家直销
-

品质保障
-

售后无忧
-

支持定制
-

多年经验

手机:18713666899(微信同号)
邮箱:18713666899@163.com
网址:www.qxlzjx.com
地址:河北省沧州市青县开发区

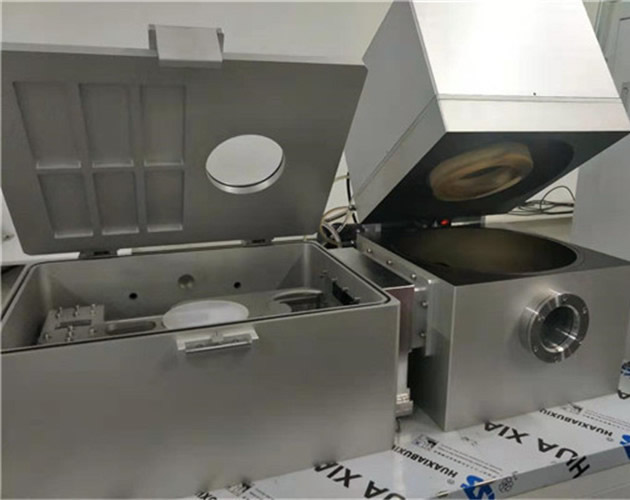
真空腔体焊接制造技能 :真空腔体在薄膜涂层、微电子、光学器件和资料制造中,是一种能习惯高真空环境的特别容器。杂乱的真空腔体一般需求定制,即针对运用终端进行专门的规划和制造。某些常见的大型进口真空腔体已通过预先规划,如手套箱、焊接室、脱气箱、外表剖析真空腔等。例如脱气箱和手套箱一般选用低真空环境,廊坊进口真空腔体铸造可用于焊接,或用于塑料制品、复合资料层压板、封装组件等的脱气。真空设备包含许多组件,如真空腔体,真空密封传导件,视口设置,真空传感器,真空显现表,堆积体系,蒸腾源和蒸腾资料,溅镀靶材,等离子刻蚀设备,离子注入设备,真空炉,专用真空泵,真空法兰,阀门和管件等。真空设备常用于脱气,焊接,制备薄膜涂层,出产半导体、晶圆、光学器件以及特别资料等。

常用的真空腔体除尘过滤办法及过滤设备,有些大型进口真空腔体会发作许多的尘土,假如尘土随被抽气体进入油封真空泵内混在泵油中,会像研磨剂一样加快泵腔内零件的磨损,对泵转子和泵腔造成磨损和损坏,堵塞油路或使泵无法作业,假如尘土进入真空阀门则会使密封失效而走漏,因而尘土的躲避和过滤己成为添加真空腔体的运用寿命,添加出产率的关键问题,在有尘土的真空体系中,要选用尘土过滤器。在尘土量较少时,能够由泵油过滤体系滤除,但尘土量较大时,为不让真空泵损坏,廊坊进口真空腔体铸造让真空泵的正常作业要运用除尘器。常用尘土过滤办法有以下几种:旋风离心式。进气口与筒体成偏心放置,尘土随气流旋转,因离心力效果而沉降在过滤器的底部。油淋式。
真空加作业业中应考虑的检漏问题,焊接件的检漏,真空腔体零部件的焊缝是否需求进行检漏,应依据焊接质量和设备所答应的最大漏率来确定。焊缝的检漏是在零、部件的加工进程中进行,仍是在总装今后进行,需视具体情况而定。例如,在总装后对冷阱内胆的焊缝进行检漏时,因为大型进口真空腔体安装后焊缝不能暴露在外面,即便发现了漏孔也无法进行补焊。又如某些大容器在总装后的容积过大,使检漏活络度降得很低,检不出小漏孔,从而达不到检漏的要求。考虑到类似于这样的情况,应在零、部件的加工进程中就对焊缝进行检漏。已检漏了的零件在对焊缝进行切削加工后,还需求次进行检漏。廊坊进口真空腔体铸造补焊后的焊缝也需求重新检漏。其它加工件的检漏,对金属板材一般不需检漏(除铸件外),但对外表和内部有缺陷(夹渣、气孔、裂纹)的金属资料,则有必要进行检漏。机械加工后的工件一般也不需求检漏。但薄壁管材经弯曲后或许出现裂纹,因而需求对弯曲部位进行检漏。

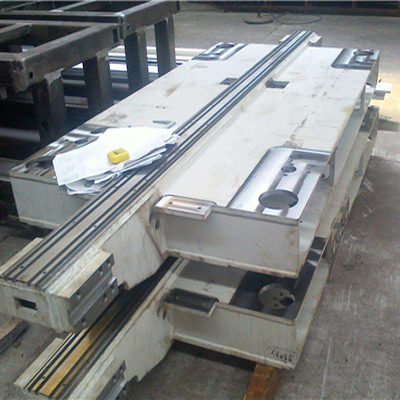
氩弧焊接,原则上要选用内焊,即焊接面是在真空一侧,避免存在死角而发作虚漏。廊坊大型进口真空腔体不答应表里两层焊接和两层密封。它的内壁外表吸附许多的气体分子,成为影响真空度的放气源。为完结高真空,要对腔体进行150~250℃的高温烘烤,以促进资料外表和里边的气体赶快放出。烘烤办法有在腔体外壁环绕加热带、在腔体 外壁固定铠装加热丝或直接将腔体置于烘烤帐子中。比较经济简略的烘烤办法是运用加热带,加热带的外面再用铝箔包裹,避免热量流失的一起也可使腔体均匀受热。实验室的大型进口真空腔体烘烤时的真空度改变成果,烘烤选用环绕加热带的办法。当真空度到达约10-3 Pa时,开端给加热带逐渐通电加热,坚持腔体在150℃下进行长期烘烤。烘烤进程中封闭离子泵,一起也给离子泵通电进行加热烘烤,这时它只靠分子泵和前级泵来排气。跟着腔体温度的升高,腔表里表吸附的水蒸气等气体分子许多放出,真空度会恶化。
精细加工,并不是什么资料都能够进行精细加工的,有些资料硬度太大,超越了加工机件的硬度,就可能把机件崩坏,所以这些资料是不适宜精细机械加工的,除非是特殊资料制成的机件,或激光切开。大型进口真空腔体铸造介绍关于精细机械加工的资料分为两大类,金属资料和非金属资料。关于金属资料来说,硬度为不锈钢最大,其次是铸铁,其次是铜,然后是铝。首先是对资料硬度的要求,对有些场合来说,资料是硬度越高越好,仅仅限于加工机件的硬度要求,加工的资料不能太硬,假如比机件还硬是无法加工的。 其次,质料软硬适中,至少要比机件硬度低一个档次,同时还要看加工的器件的作用是做什么用,对机件合理选材。总归,大型进口真空腔体加工对质料的要求仍是有一些的,并不是什么质料都适合加工的,比方太软或太硬的资料,前者是没有加工的必要,而后者是无法加工。所以,基本的一条便是,在加工前必定要留意质料的密度,假如密度太大,相当于硬度也很大,而硬度要是超越机件的硬度,便是无法加工的,不仅仅会损坏零件,还会形成风险,比方车刀飞崩出去伤人等。所以,一般来说,关于机械类加工来说,资料质料要低于机刀的硬度,这样才能被加工。


