
-

厂家直销
-

品质保障
-

售后无忧
-

支持定制
-

多年经验

手机:18713666899(微信同号)
邮箱:18713666899@163.com
网址:www.qxlzjx.com
地址:河北省沧州市青县开发区
氩弧焊接,原则上要选用内焊,即焊接面是在真空一侧,避免存在死角而发作虚漏。西藏大型真空腔体制造不答应表里两层焊接和两层密封。它的内壁外表吸附许多的气体分子,成为影响真空度的放气源。为完结高真空,要对腔体进行150~250℃的高温烘烤,以促进资料外表和里边的气体赶快放出。烘烤办法有在腔体外壁环绕加热带、在腔体 外壁固定铠装加热丝或直接将腔体置于烘烤帐子中。比较经济简略的烘烤办法是运用加热带,加热带的外面再用铝箔包裹,避免热量流失的一起也可使腔体均匀受热。实验室的大型真空腔体制造烘烤时的真空度改变成果,烘烤选用环绕加热带的办法。当真空度到达约10-3 Pa时,开端给加热带逐渐通电加热,坚持腔体在150℃下进行长期烘烤。烘烤进程中封闭离子泵,一起也给离子泵通电进行加热烘烤,这时它只靠分子泵和前级泵来排气。跟着腔体温度的升高,腔表里表吸附的水蒸气等气体分子许多放出,真空度会恶化。

真空加作业业中应考虑的检漏问题,焊接件的检漏,真空腔体零部件的焊缝是否需求进行检漏,应依据焊接质量和设备所答应的最大漏率来确定。焊缝的检漏是在零、部件的加工进程中进行,仍是在总装今后进行,需视具体情况而定。例如,在总装后对冷阱内胆的焊缝进行检漏时,因为大型真空腔体制造安装后焊缝不能暴露在外面,即便发现了漏孔也无法进行补焊。又如某些大容器在总装后的容积过大,使检漏活络度降得很低,检不出小漏孔,从而达不到检漏的要求。考虑到类似于这样的情况,应在零、部件的加工进程中就对焊缝进行检漏。已检漏了的零件在对焊缝进行切削加工后,还需求次进行检漏。西藏真空腔体制造铸造补焊后的焊缝也需求重新检漏。其它加工件的检漏,对金属板材一般不需检漏(除铸件外),但对外表和内部有缺陷(夹渣、气孔、裂纹)的金属资料,则有必要进行检漏。机械加工后的工件一般也不需求检漏。但薄壁管材经弯曲后或许出现裂纹,因而需求对弯曲部位进行检漏。

真空覆膜机得动力设备就如同人类的心脏不断供给能量,保护它作业的动力。一旦心脏受损,动力就会终断。所以保护好覆膜机的心脏很重要,覆膜机的动力设备便是电动机,可以说电动机便是覆膜机的心脏,想让覆膜机运用寿数愈加耐久,那么电动机便是是重要的。所以作为覆膜机作业的动力源,因此电动机的保护、保护大型真空腔体制造是在保护过程中首要的环节。在操作方面也不会像其他大型机械一样杂乱。精确的操作,合理运用电动机,将会延伸覆膜机的运用寿数,供给覆膜机较高的运用率,并且为您节省一些本钱。也为大型真空腔体制造铸造售后服务减轻一些负担。 那么怎样减轻电动机损耗,延伸覆膜机寿数,在运用时应留心以下几项。收拾杂物,电机上的尘垢,附近杂物,并且远离易燃和易爆物品。在发起前应检查机器滚动是不是流通,是不是卡住、堵塞,皮带衔接是不是正常;如有失常,切忌持续发起覆膜机。发起时电压应符合额定电压,电压过高或较低都不宜发起覆膜机;一般电压值在额定电压值百分之五到百分之十支配。电动机发生毛病后,必定要堵截电源,不能持续运用;应找人员修补。

真空覆膜机液压缸,确定今后,需进行详细规划和计算。规划时,一般要留心以下几个准则,保证真空覆膜机液压缸能取得所要求的往复运动的速度、行程和作用力,大型【大型真空腔体制造主词】铸造提醒大家保证真空覆膜机液压缸每个零件有足够的强度、刚度和寿数,在合理挑选液压泵供油压力和流量的条件下,应尽量减小液压缸的尺度,使活塞杆在作业时受拉力作用,避免产生纵向曲折,液压缸应尽量避免接受侧向载街,液压缸轴线应与被拖动组织的运动方向一致。长液压缸活塞杆伸出时,应尽量避免下垂,液压缸各部的密封要牢靠,走漏少,摩擦力小,由于温度改变而引起伸长时,液压缸不能因受束缚而产生挠曲,依据机械设备的要求,挑选适宜的缓冲、防尘和排气设备,液压缸的结构规划,应充沛留心零件加工和装置的工艺性,)液压缸的各结构要素,要选用标准系列尺度,尽量选用常常使用的标准件和密封件,制造容易,修理简略,本钱低廉。

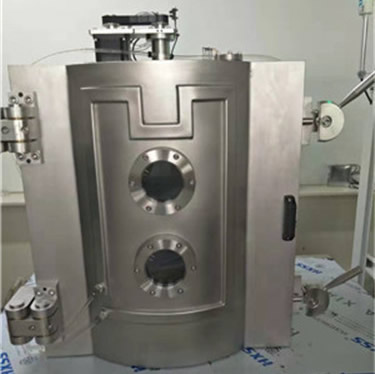
基板指的是一个大的法兰适配器,能够把一个方位低的腔体或许钟形罩衔接到真空泵。大型真空腔体制造铸造介绍说基板一般有一个位于中心方位的端口或许法兰衔接设备,可衔接到真空抽气体系。脱气箱或许脱气室一般是腔体结构,一般带有铰链接口,可衔接不需求高真空环境的其他设备,如塑料样品、血液、粘合剂、化学制品或其他液体的除气设备。辅佐井用于衔接抽气体系和钟形罩。基地井整合了基板和真空密封颈,用焊接接头取代一个大型真空腔体制造,能够一起完结基板和密封设备两个部件的功用。钟形罩由圆柱形的主体和一个半球形或球形的端口组成。可选资料包含玻璃、金属和塑料。标准钟形罩的直径是12英寸,14英寸,18英寸和24英寸。

调查真空腔体烘烤时的真空度改变成果,烘烤选用环绕加热带的办法。当真空度到达约10-3 Pa时,开端给加热带逐渐通电加热,坚持腔体在150℃下进行长期烘烤。烘烤进程中封闭离子泵,一起也给离子泵通电进行加热烘烤,这时的大型真空腔体制造只靠分子泵和前级泵来排气。跟着腔体温度的升高,腔体表里表吸附的水蒸气等气体分子许多放出,真空度会敏捷恶化。气体的放出量跟着烘烤时刻的延长而逐渐削减,因而真空度也逐渐好转。中止烘烤时,堵截加热带和离子泵的烘烤电源,然后趁西藏大型真空腔体制造仍处在高温的状况下对钛提高泵进行除气处理。充沛结束钛提高泵的除气处理之后,发动离子泵和钛提高泵,加大真空排气的力度。跟着排气力度的增大和因为腔体温度下降而放出气体的削减,体系的真空度会敏捷好转。新结束的腔体第一次烘烤时,一般需求一周时刻,重复烘烤后单独的烘烤时刻能够恰当削减。为了精确地丈量真空度,中止烘烤后也应该对真空计进行除气处理。假如真空泵才干充沛并且烘烤时刻足够的话,烘烤后真空度可提升几个数量级。


